
 DER PONG TISCH
DER PONG TISCH BT2CNC
BT2CNC IOT: PET-MONITORING
IOT: PET-MONITORING FILAMENT ÜBERSICHT
FILAMENT ÜBERSICHT














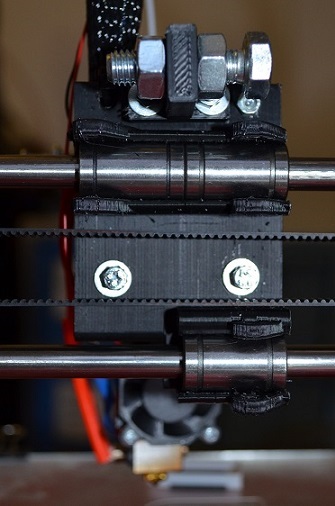
Der "parkende" Dual-Extruder / Dual parking Extruder
Komponentenliste - Bilder und Videos - Slic3r Einstellungen - Kommentare.
Kurzbeschreibung und Eigenschaften - Abstract and features
Beim parkenden Extruder wird jeweils der leerlaufende, erhitze Extruder einfach außerhalb der Druckfläche plaziert, um so
das Oozen auf das Druckobjekt zu verhindern und damit einen sauberern Druck ermöglichen zu können.
Ebenfalls kratzt der zweite Extruder
nicht über das Model und beschwert den X-Achsen Läufer nicht zusätzlich.
Ein offensichtlicher Nachteils ist jedoch die Einschränkung der Druckfläche in X-Richtung durch die Breite des zusätzlichen Läufers. Insgesamt jedoch
ein innovatives Konzept, von dem es nun die ersten Drucke zu sehen gibt.
Zunächst hier auch Bilder und eine Video-Reihe zum Nachbauen.
Alle notwendigen Hardware Komponenten als Paket (Relaiskarte + Magneten und Zubehör)
können im Shop als Bausatz zum Testen bestellt werden - Vielen Dank für die Unterstützung der Idee!
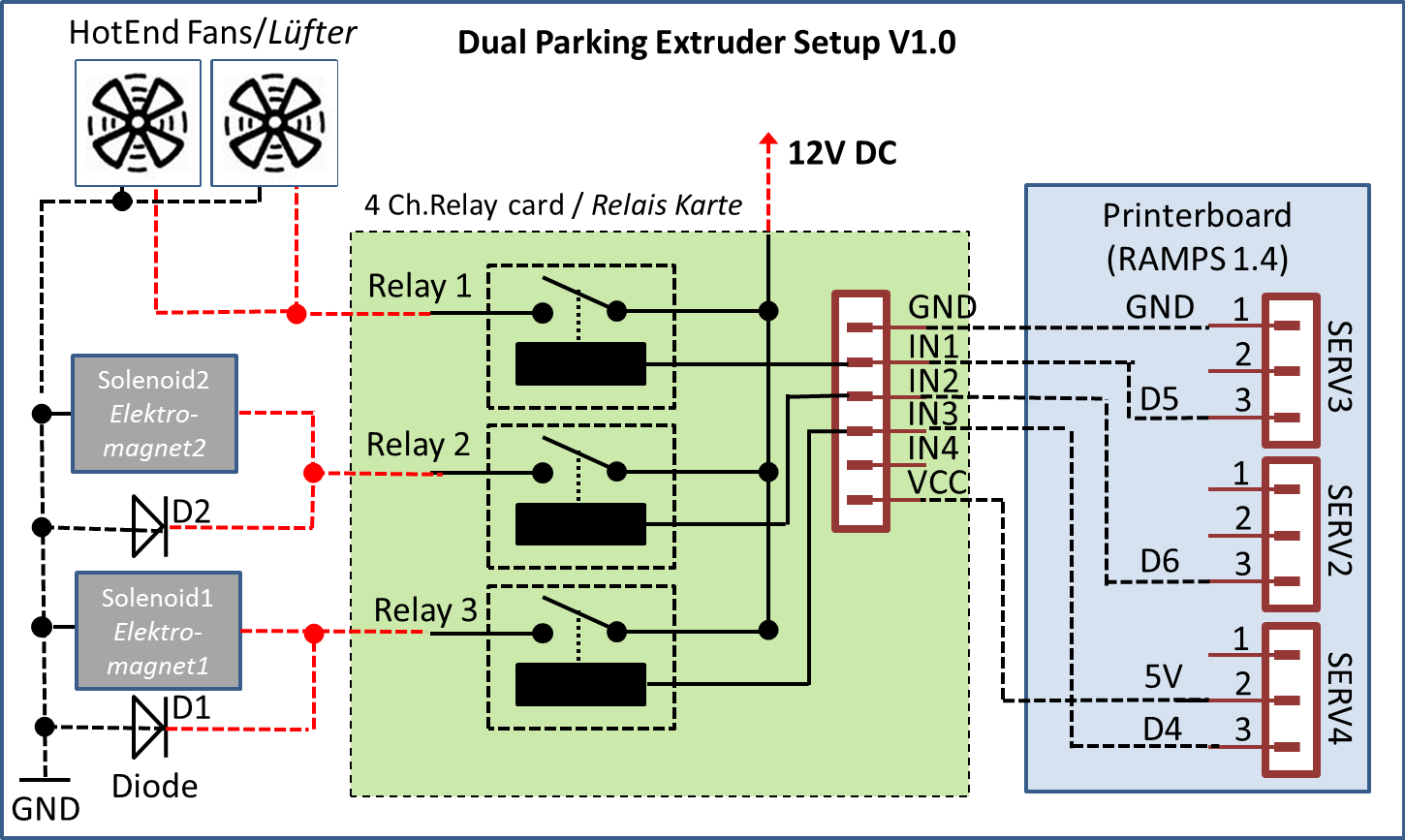
Und so werden die beiden Elektromagneten über das Printerboard RAMPS 1.4 angesteuert:
Komponentenliste - Bill of Material
| Bauteil/Item | Stk./Pcs | Hinweis/Hint | Link zum Händler/Dealer |
|---|---|---|---|
| Läufer in der Mitte | 1 | STL Modell hier | 3D Druck |
| Z-Probe Halterung | 1 | STL Modell Servo SG90 Halterung hier oder hier die Sensor Halterung für die Auto Bedleveling Prozedur. |
3D Druck |
| Zwei Halterungen für die Schrittmotoren Extruder 1 und 2 | 1 | STL Modell hier | 3D Druck |
| Elektromagnet-Halterung auf der Rückseite | 6 | STL Modell hier | 3D Druck |
| Halterung einer 25mm M8 Schraube auf der Rückseite der beiden Extruder | 1 | STL Modell hier | 3D Druck |
| Halterung einer ca. 1mm starken Aluleiste um die Düse des geparkten Extruder zu blockieren | 6 | STL Modell hier | 3D Druck |
| Zusätzliche Gleitlager | 5 | LM8UU | Amazon: |
| Elektromagneten und M4 Schraubgewinde | 2 | Ca. 1cm langes Gewinde 50N Haltekraft der Magneten 12V |
Amazon: |
| 4-Kanal Relais Karte mit 5-Pol Dupont Kabel | 1 | Amazon: |
|
| Freilaufdioden | 2 | Zur Schaltung induktiver Lasten 1N4004 |
Amazon: |
| 2x 25mm M8 Schraube und 4x M8 Muttern | 6 | Baumarkt | |
| Mehrere M3 Schrauben verschiedener Längen | Baumarkt |
Bilder und Videos - Figures and videos


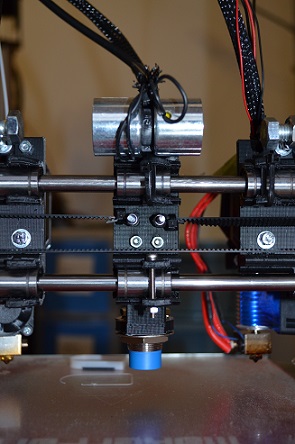
| 11/2014: Teil 1: Erster Testlauf des "Dual Parking Extruder" - Einfach den oozenden Extruder seitlich parken. |
| 02/2015: Teil 2: Und so sieht der Druck aus. |
Slic3r Einstellungen zum Dual Parking Extruder - Slic3r settings
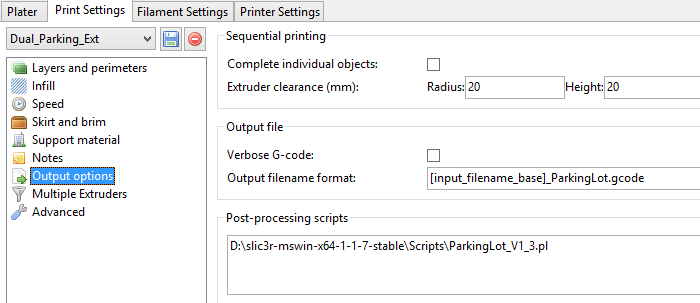
Das wichtigste ist ein Perl Skript, welches nach der Installation der Skriptsprache Perl dem Erzeugen des G-Codes aufgerufen wird.
Dieses Skript fügt bei einem Extruder-Wechsel zusätzlichen G-Code zur Steuerung der Elektromagneten hinzu.
Ebenfalls kann dieses Skript Höhenunterschiede beider Extruder durch einen im Skript applizierten Wert im Header ausgleichen.
Dies ist notwendig, da weder Slic3r noch Marlin einen Höhenunterschied beider Extruder unterstützt.
üblicherweise würde ein solcher Unterschied mit mechanischen Höhenverstellung
ausgeglichen (z.B. Unterlegscheiben). Beim Hinged Direct Extruder leider schwer möglich.
Zu letzt wird in dem Header des Skriptes auch noch die Abstell-Position des zweiten Extruders
festgelegt. Diese sollte so weit wie möglich Außen liegen, um den Druckbereich nicht weiter einzugrenzen.
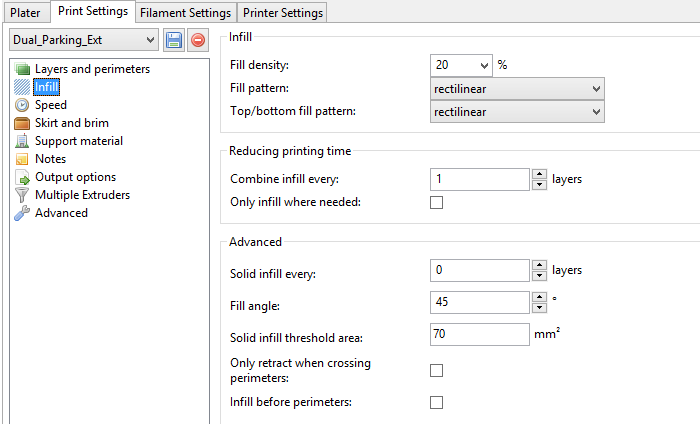
Die Checkbox only retract when crossing perimeters sollte beim Drucken mit zwei Extrudern immer deaktiviert sein.
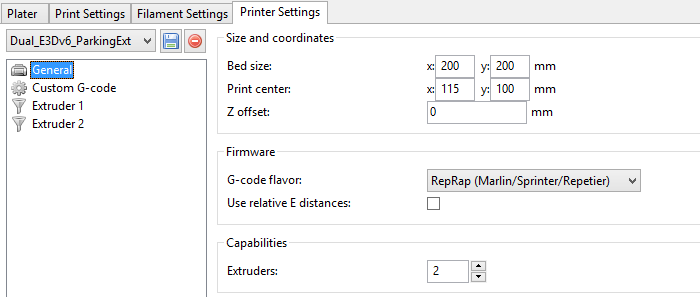
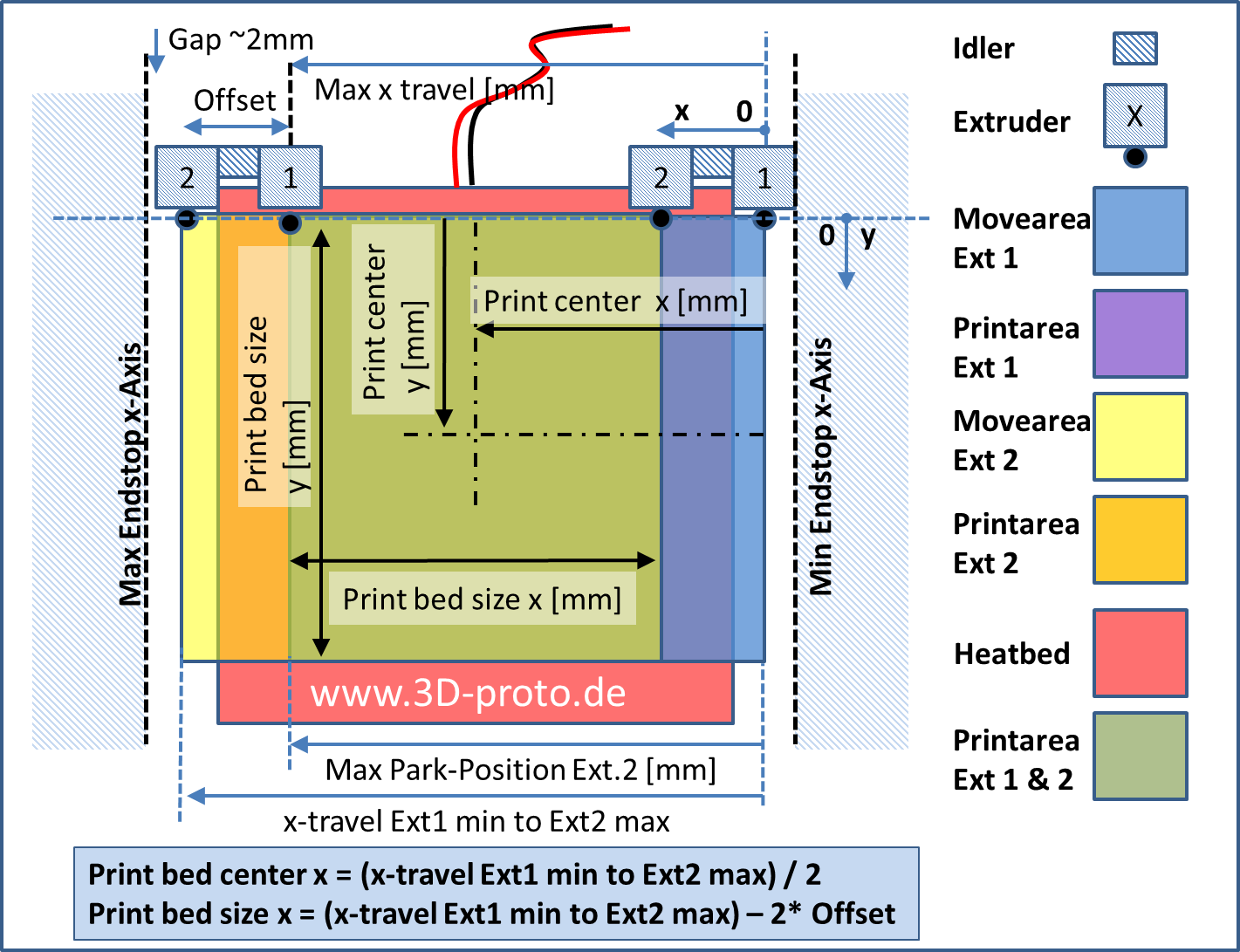
Das print center so einstellen, dass beide Extruder die gleiche Strecke in Richtung Druckzentrum fahren können.
Diese Einstellung ist beim Dual-Extrusion sehr wichtig, da die Druckfläche aufgrund einer verkürzten x-Achsen Bewegung jetzt optimal auszunutzen ist.
Das folgende Bild veranschaulicht den Sachverhalt. Es zeigt eine Draufsicht auf die Druckfläche bei einem 3D Drucker mit zwei Extrudern auf der x-Achse.
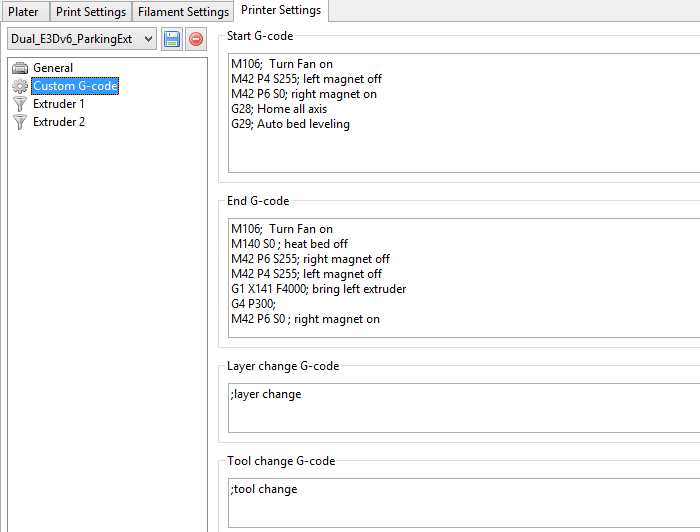
In dem Start G-Code wird der erste Extruder aufgenommen und die Homing und Auto bedleveling Prozedur durchgeführt. Am Ende werden beide Extruder in die parking Position gebracht. Achtung: Die Endposition des zweiten Extruders muss hier angepasst werden (Hier: 141mm).
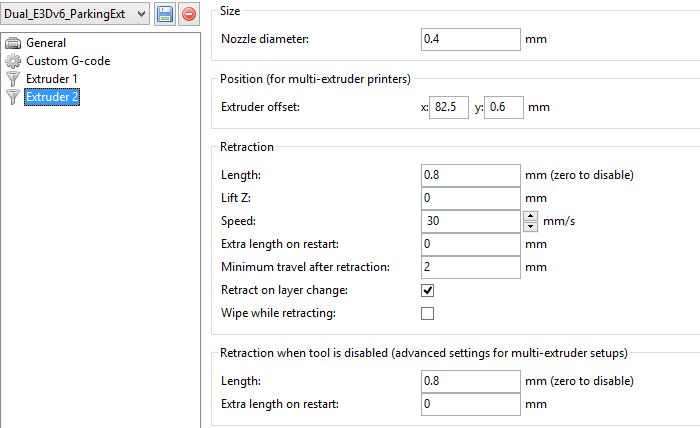
Abstand Extruder Offset beider Extruder in x und y-Achse genau ausmessen und Lift Z unbedingt auf 0 mm lassen.
Viel Spaß beim Drucken mit dem Dual Parking Extruder.