
 DER PONG TISCH
DER PONG TISCH BT2CNC
BT2CNC IOT: PET-MONITORING
IOT: PET-MONITORING FILAMENT ÜBERSICHT
FILAMENT ÜBERSICHT














Auto-bedleveling mit Marlin 2.0.x Firmware und kapazitivem Sensor oder BL-Touch/3D-Touch.
Um das ständige ausrichten des Druckbetts bei fertigen 3D-Druckern und Bausätzen zu verhindern, unterstützt die Marlin Firmware das sog. Auto-bedleveling (ABL).
Nicht senkrecht zur X oder Z-Achse ausgerichtete oder sogar unebene Druckplatten können mit dem ABL ausgeglichen werden. Dazu wird die Druckplatte zu Beginn des Drucks über mehrere
Abtastpunkte vermessen und Unebenheiten dann über Z-Achsen Bewegungen während des Drucks kompensiert.
Die Prozedur funktioniert sehr gut und der ABL Sensor kann einfach nachgrüstet werden.
Im Folgenden werden drei Varianten dargestellt, dass Auto-bedleveling umzusetzen.
Hier die Vor -und Nachteile der verfügbaren Sensoren und Videos:
| Variante | Ind. Sensor | Kap. Sensor | 3D-Touch/BL-Touch |
|---|---|---|---|
| Genauigkeit | + | + | + |
| Preis | 0 (mit Alu Heizbett) | + (Glasplatte oder MK3 | 0 |
| Platzbedarf | + (mit Alu Heizbett) | 0 | + |
 |
 |
| Variante a: Auto bedleveling mit 3D-Touch oder BL-Touch. | Variante b: Auto bedleveling mit kap. Sensor. |
Alle Hardware Komponenten als Paket (3D-Touch und kapazitiver Sensor als Set) können im 3D-Proto Shop als Bausatz bestellt werden.
| Abbildung | Paypal Zahlung/Option | |
|---|---|---|

|
|
|
| Preis zzgl. Versand | Versandkosten | Lieferumfang |
 Jetzt nur: 15,40€ |
Deutschlands: 2,75€ Österreich und EU: 3,70€ |
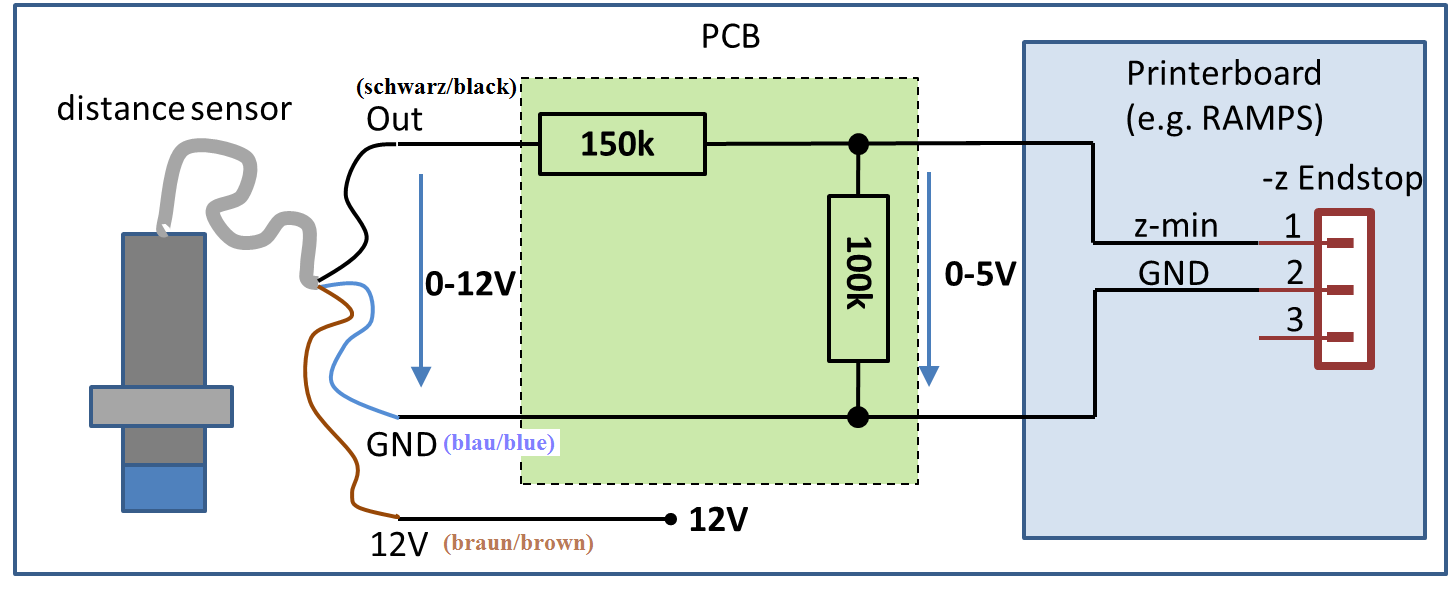
Kapazitiver Abstandssensor (Einstellbarer Schaltabstand 1 bis 10mm, M18 Gewinde, blaue oder gelbe Kappe), Spannungsteiler-Platine zur Anbindung an das Printer Board (z.B. RAMPS) und 2-Pol Dupont Kabel. Hinweis: Auf dem Druckerboard darf keine Pull-Up Eingangsbeschaltung verlötet sein. Optional: 12V oder 24V Spannungsteiler |
| Abbildung | Lieferumfang | Preis zzgl. Versand Versandkosten |
Paypal Zahlung |
|---|---|---|---|

|
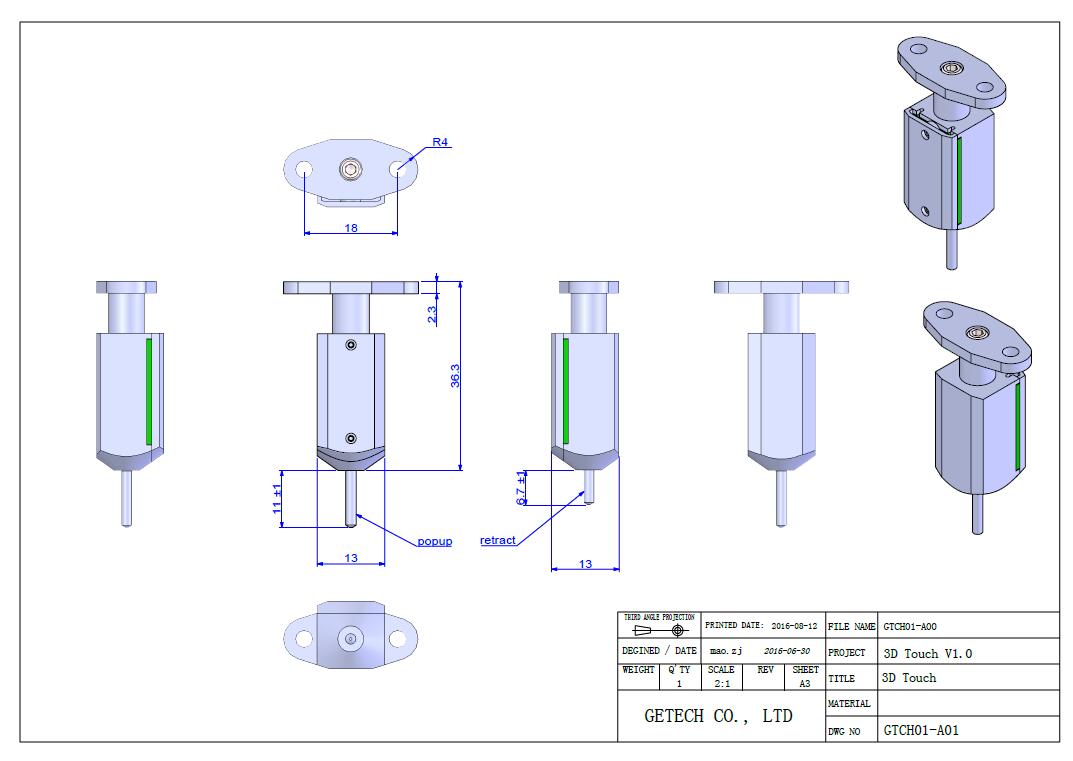
Lieferumfang: 3D-Touch mit Zubehör zum Bestigen Hier die Abmessungen. |
19,90€ Versand innerhalb Deutschlands: 2,75€ |
|
{kind=link}
1.) Änderung der Hardware beim kapazitiven Sensor und 3D-Touch (oder BL-Touch).
In Beiden Fällen kann die Abtastung auf jeglichen Druckplatten durchgeführt werden.
Der kapazitive Sensor benötigt 12 oder 24V Spannungsversorgung und eine Spannungsteiler-Schaltung auf 5V.
Das Druckerboard darf keine fest verlöteten Pull-Up Widerstände besitzen (z.B. Ender 3 oder das SKR 1.4 Board). Das RAMPS 1.x Board ohne Pull-Up Wiederstände ist dafür ideal.
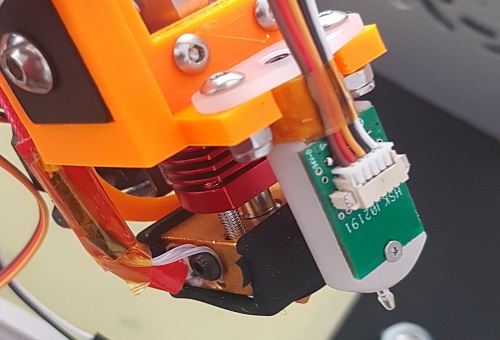
Der 3D-Touch oder BL-Touch wird über einen Servo-Ausgang mit 3 Pinnen (5V->rot, GND->Braun, PWM-Signal->Gelb) angesteuert und gibt über einen Sensor-Ausgang mit 2 Pinnen (Signal 0-5V und GND->Schwarz). Hier sollte das Druckerboard zumindest einen Servo Ausgang besitzen.
2.) Software Anpassung in der neuen Marlin Firmware (2.0.x) für beide Variaten mit kap. Sensor und 3D-Touch. Im Kommentar steht die Variante
Anpassungen in der Configuration.h:
Pull-up Einstellungen:
//#define ENDSTOPPULLUPS // 3DP: Auskommentieren um Pull-Ups zu aktivieren
#if DISABLED(ENDSTOPPULLUPS)
// fine endstop settings: Individual pullups. will be ignored if ENDSTOPPULLUPS is defined
...
//#define ENDSTOPPULLUP_ZMIN //kap. Sensor braucht keinen Pull-Up
#define ENDSTOPPULLUP_ZMIN //3D-Touch braucht Pull-Up
//#define ENDSTOPPULLUP_ZMIN_PROBE //kap. Sensor
#define ENDSTOPPULLUP_ZMIN_PROBE //3D-Touch
Die nächsten zwei Codezeilen können das Ausgangssignal des Sensors invertieren.
#define Z_MIN_ENDSTOP_INVERTING false // Kapazitiver Sensor LJC18A3-BZ/AX ist ein NPN-Öffner
#define Z_MIN_ENDSTOP_INVERTING false // 3D-Touch, BL-Touch
...
...
#define Z_MIN_PROBE_ENDSTOP_INVERTING false // Kapazitiver Sensor LJC18A3-BZ/AX ist ein NPN-Öffner
#define Z_MIN_PROBE_ENDSTOP_INVERTING false // 3D-Touch, BL-Touch
Der Min-Endstop ist gleichzeitig auch der Abstandssensor oder 3D-Touch:
#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN //Beide Varianten verwednen den Zmin-Pin für das ABL
...
...
#define FIX_MOUNTED_PROBE //kap. Sensor: einkommentieren
...
#define BLTOUCH //BL-Touch oder 3D-Touch: einkommentieren
Abstand des Sensors zum Hotend abmessen und im folgenden eintragen.
Dabei kann für den Z-Offset die folgenden Prozedur angewendet werden:
1.) Mit "G28" alle Achsen zurücksetzen. (Home all axis)
2.) Mit "M211 S0" die Software Endstops deaktivieren. Damit kann die Z-Achse temporär auch unter die Endstop-Begrenzung bewegt werden
3.) Mit "G92 Z10" die Z-Achsen Position auf 10mm Höhe setzen ohne die Achse zu bewegen.
4.) In 0,1mm Schritten den Abstand vom Hotend zum Heizbett verringern bis nur noch ein Papierblatt dazwischen passt.
5.) Mit "M114" aktuelle Z-Position abfragen und das Delta als negativen Wert (XX) in NOZZLE_TO_PROBE_OFFSET { -25, 0, XX} eintragen:
z.B. Wert (XX) = -(10mm - 9,2mm):
#define NOZZLE_TO_PROBE_OFFSET { -25, 0, 0} //3D-proto: Default { 10, 10, 0 }, Anpassen an ABL Sensor
Nach dem Homing in das Bettzentrum fahren, um beim Absenken mit dem Sensor auf der Druckplatte zu bleiben.
#define Z_SAFE_HOMING //3D-Proto einkommentiert
...
#define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2)
#define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2)
XY-Geschwindigkeit sollte verringert werden, um keine Geschwindigkeitsbegrenzung zu erreichen.
#define XY_PROBE_SPEED 2000 //3D-proto, reduziert auf 2000
Einschalten des 3-Punkte Autobed Levelings für ein planes Druckbett (Glasplatte oder präzisionsgefräste Platte).
#define AUTO_BED_LEVELING_3POINT //Einfachste Variante mit ebenem Druckbett
//#define AUTO_BED_LEVELING_LINEAR
//#define AUTO_BED_LEVELING_BILINEAR
//#define AUTO_BED_LEVELING_UBL
//#define MESH_BED_LEVELING
Anpassungen in der Configuration_adv.h:
Definition der Testpunkte für das einfachste 3-Punkt ABL (in mm) für die Prozedur (passt für ein Druckbett mit 200x200mm Fläche). Diese werden angefahren und
ausgemessen. Hier sollte man testweise mit kleinen Werten beginnen, damit der Sensor nicht aus dem Druckbett herausfährt.
#define PROBE_PT_1_X 15 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define PROBE_PT_1_Y 160 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define PROBE_PT_2_X 15 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define PROBE_PT_2_Y 20 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define PROBE_PT_3_X 130 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define PROBE_PT_3_Y 20 //3DP: 200x200mm Heizbett (Sensor befindet sich 25mm rechts vom Hotend)
#define BLTOUCH_DELAY 500 //3D-Touch
...
#define BLTOUCH_FORCE_SW_MODE //3D-Touch
3.) Änderung des Start G-Codes in Slic3r für alle Varianten
Zu Beginn des G-Codes muss nun G28 (Home all axis) und G29 (Auto-Bed-Leveling) durchgeführt werden.
Unter Slic3r kann dies über den Custom G-Code im Fenster Start G-Code umgesetzt werden. Und fertig!
G28; home all axes: Unbedingt vorher durchführen.
G29; Auto bed level